Прирезка (правка) седел клапанов после замены направляющих 1.8т 20V AWT, AWM, AVJ, AUM…

Продолжаю подготовку к обновлению мотора. Будет как новый.
Пришло время седел головы 🙂
Про точность вот тут писал — www.drive2.ru/l/533396181452062850/
После замены направляющих обычно немного уходит соосность клапан-седло, немного совсем, но уходит. Так же обычно на пожилых моторах сами седла уже изношены и ушли от заводских размеров, имею ввиду рабочую фаску, ее ширину. Так же кромка обычно имеет микро и не микро повреждения. По сему ее надо обработать, прирезать, восстановить заводские размеры. Заметил что на этих головах обычно выпуск намного сильней изношен, но и впуск тоже просит минимальной правки. Хоть износ есть, но он не критический, и не требует замены седла даже при большом пробеге. Можно в принципе и ничего не править и просто притереть «посильней», но это не мой метод, так как делаю себе практически новый мотор.
Седло состоит из трех фасок. Из рабочей фаски, это основная фаска, она обеспечивает нужное уплотнение клапан-седло. Она имеет определенный размер, впуск меньше выпуск больше. Остальные фаски корректирующие рабочую фаску, сверху и с низу. Верхняя мизерная, задает четкую границу рабочей фаски, с помощью нижней корректируется размер рабочей. Вот так все просто.
Вот размеры седла для голов 1.8т 20V AWT, AWM, AVJ, AUM…
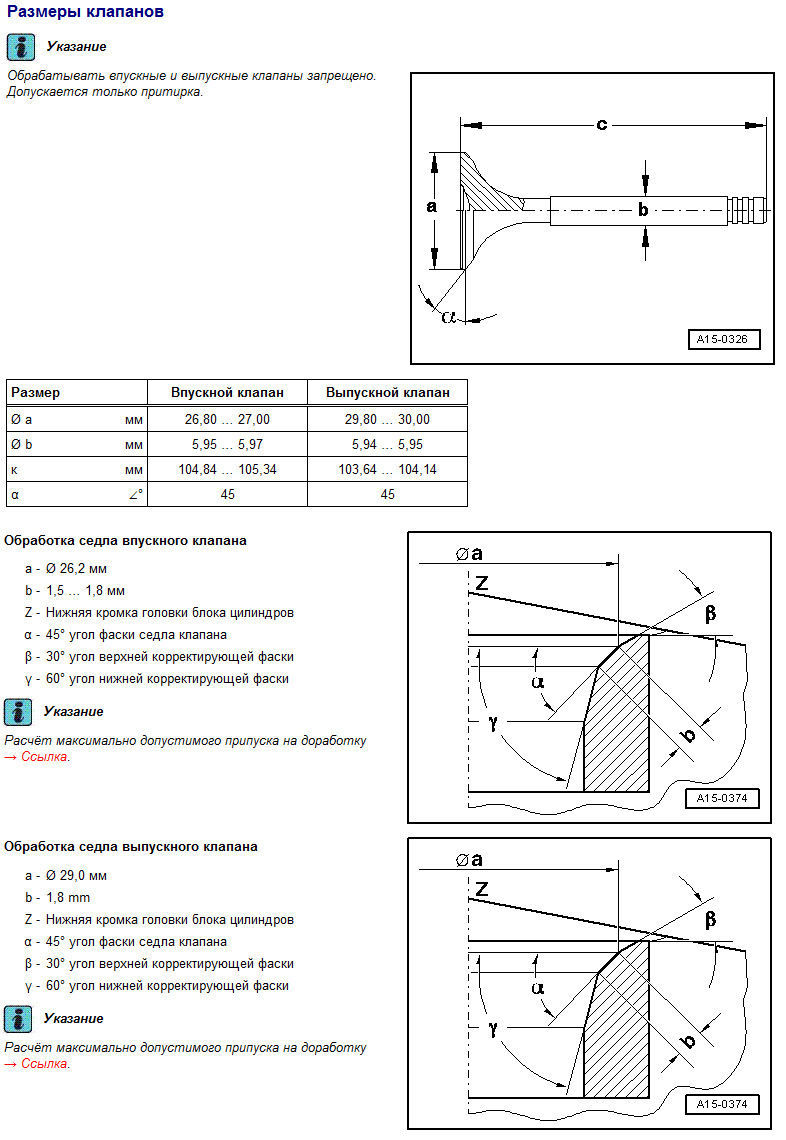
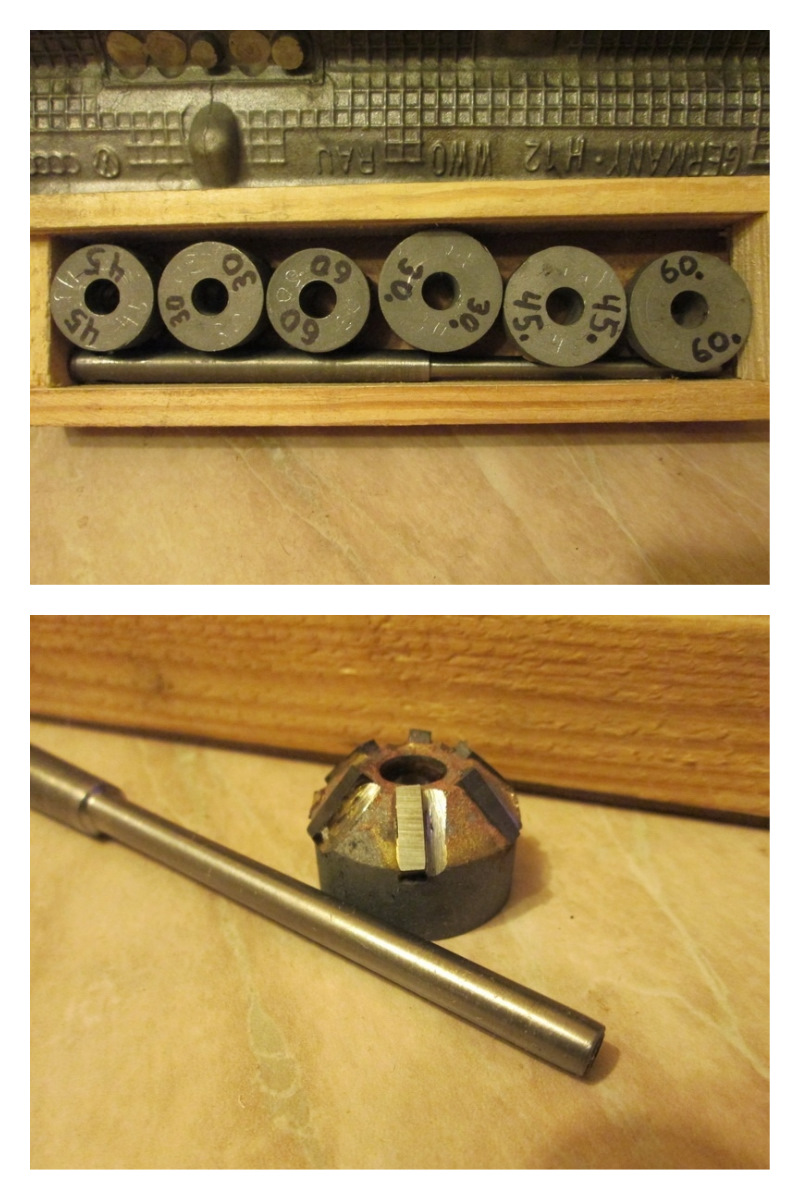
Как видим из мануала нам нужны шарошки для седел с углами 30, 45 и 60 градусов. Этим требованием отвечает набор шарошек для 16ти клапанного ВАЗа… Не большая засада в том что направляющий стержень в наборе под размер направляющих 7мм., а у нас 6мм. Но сее не страшно, на токарном станке или с помощью банальной дрели, «похудеем» до 6мм. 🙂
Хочу обратить внимание, если будете выбирать себе набор, то выбирайте с твердосплавными резцами а не металлическими 🙂
У меня вот такой набор. Так как он от ВАЗа то я на всякий случай перемерил с пристрастием все углы шарошек. Все отлично оказалось, все как и надо 🙂
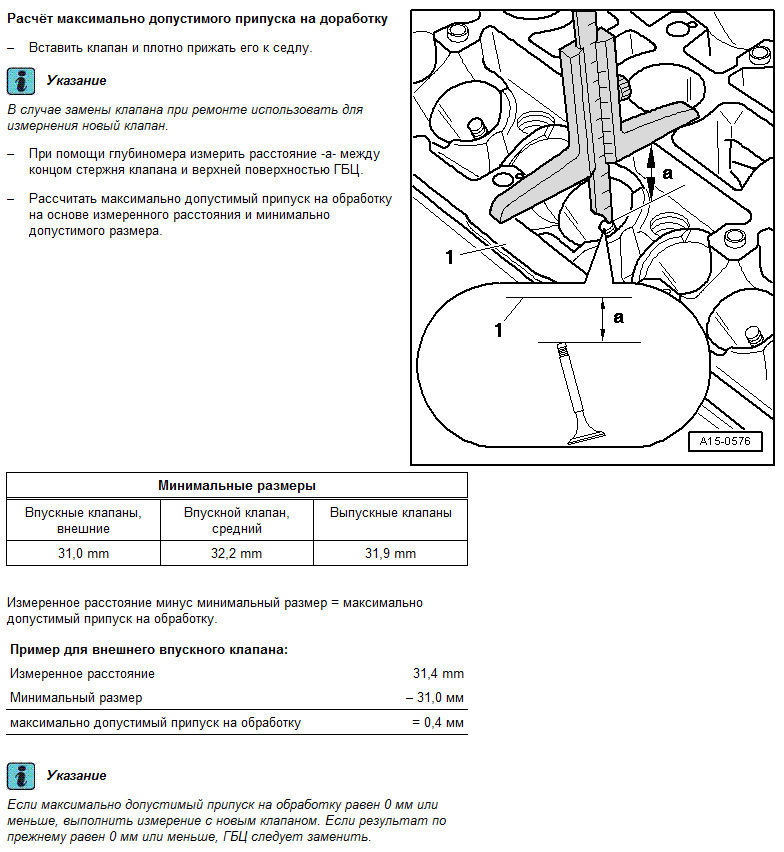
Для начала ОБЯЗАТЕЛЬНО промерим есть ли у нас допуск на обработку. Вдруг голову уже пару раз ремонтировали и допуск на обработку выработан.
Вот данные на эти головы.
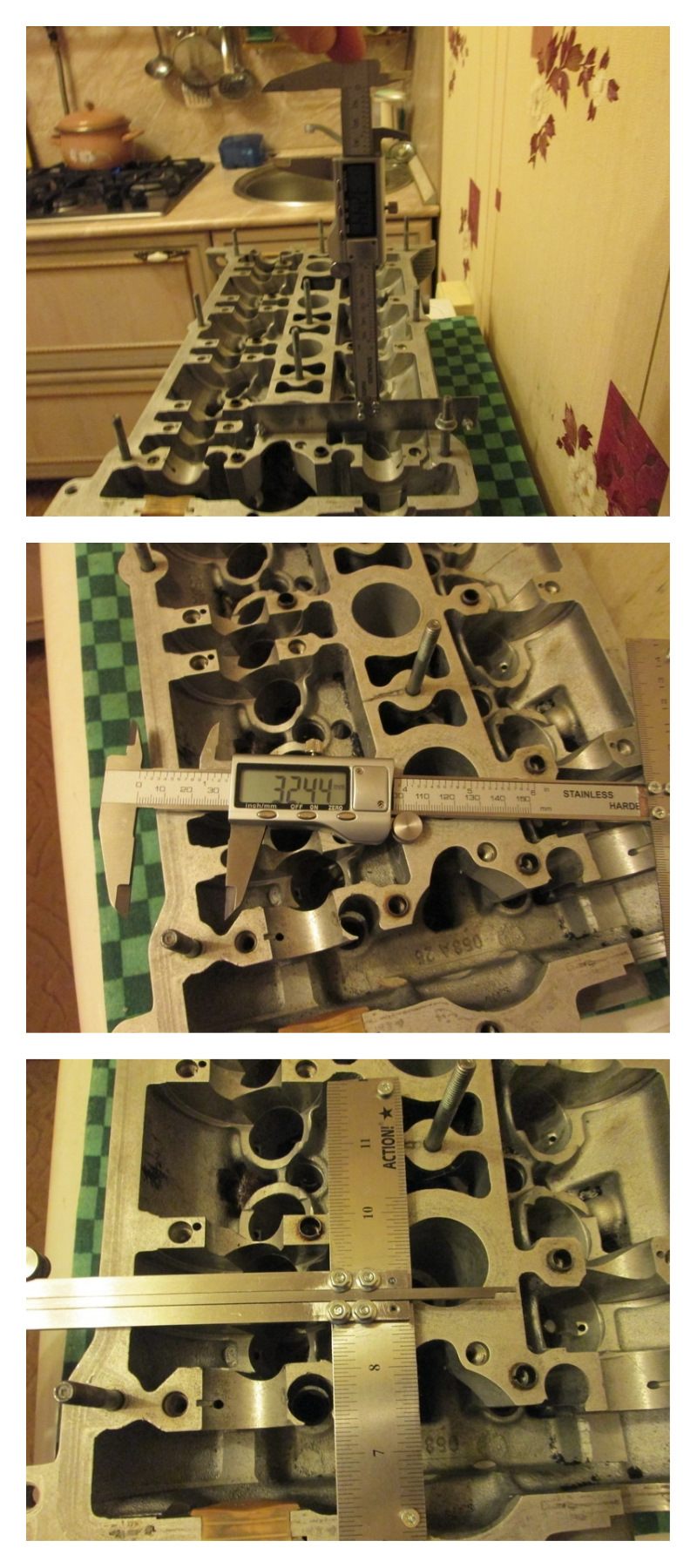
Промеряю, у меня все ок, можно править седла 🙂
Начну с впускных клапанов. На этих головах они менее подвержены износу.
Рассматриваем с пристрастием, видим что рабочая фаска почти в норме для пробега 350+
Имеет незначительные кратеры и царапки. Ширина рабочей фаски тоже в норме, как по мануалу, ровно 1.5мм., что соответствует новой. Но так как делаем для себя то буду править, хочу идеала.

Для начала надо определится куда ушла соосность после замены направляющих. Для этого берем маркер, закрашиваем рабочую фаску, ставим клапан и крутим его. Ну а далее смотрим где и как стерся маркер. В данном клапане практически не ушла ни куда, ну может совсем чуть — чуть, ну да на фото видно. Это еще один повод для правки седел при замене направляющих.

Начнем править. Правка состоит из двух этапов. Первый надо создать рабочую соосную фаску 45 градусов, а потом с помощью корректирующих фасок вывести ее в нужный размер.
Правим рабочую. На шарошку давить сильно не надо. Не сильно нажимаете и крутите оборотов 5-8-10, далее смотрите результат.
Так как износа большого и расхождении в соосности большого не было то все получается быстро. Проверяете результат так же, маркером.
На фото все готово с первого раза. Когда седло подправлено и все ок, прогоняете его шарашкой практически без нажима, что б заполировать микронеровности. Не сфоткал крупно после. Микронеровностей боятся не надо. Они уберутся притиркой клапана.

Перед притиркой прогоняем клапан в седле «на сухую». Внимательно смотрим на след на кромке клапана, должно быть ровно и красиво. В живую, через лупу, ее хорошо видно. Фото не передает ее нормально.

Теперь берем клапан и пасту…
На заднем плане видно седло «за полированное» шарошкой без нажима.

Наносим и притираем. После прирезки притирается очень легко и быстро.

После притирки вытираем и смываем пасту и смотрим результат.
Результат отличный.
Далее надо промерить ширину рабочей фаски, по мануалу 1.5-1.8мм. У меня 1.54мм. То есть по нижнему краю, что и надо. Размер фаски надо делать по нижнему краю размеров, так как при работе, в процессе износа, она увеличивается.
Если б фаска была шире то ее надо было б привести в размер подрезая снизу. Что я и буду делать на более изношенном выпуске.

Вот покрупней фотки рабочей фаски, красота :-)))

Вот и все, с помощью таких не хитрых манипуляций, седло готово 🙂

Теперь перейдем к выпускным клапанам. Они (фаски) работают в более тяжелых температурных условиях, по сему изношены намного сильней. Подробно не буду расписывать, все работы и манипуляции точно такие же как и с впуском.
Смотрим состояние поверхности кромки, состояние не очень, замеряем ее ширину, ширина 2.12мм., мануал говорит что должно быть 1.8мм. Вот оно, пробег 350+ никуда не спрячешь 🙂
Проверяем соосность методом «маркера», ушла не сильно.
Прирезаем. Нажимаем не сильно.
Опять «маркерный» тест, не дорезали, опять режем не сильно.
Опять тест, отлично 🙂

Замеряем размер получившейся рабочей фаски, 2.44, нужно 1.8мм.
Чуть — чуть подрезаем верхнюю корректирующую фаску.
Притираем, притираем до финальной корректировки ширины фаски. Так как притирка даст небольшое увеличение размера. Нам нужно сделать в размер 1.8мм.
Теперь подрезая потихоньку нижнею корректирующую фаску выводим нужный размер рабочей – 1.8мм.

Еще немного притираем, что б убрать какие либо шероховатости после нарезки нижней корректирующей фаски. И финально промеряем размер. Промеряем, конечно, по всему радиусу 🙂
Отлично, 1.8мм., как в мануале 🙂

Вот и выпуск готов…

В конце работы обязательно надо про контролировать глубину посадки клапана 🙂
Ремонт ГБЦ. Прирезка седел клапанов.

После вскрытия двигателя в поисках потери 3-х очков компрессии во втором цилиндре, стало понятно, что герметичность клапанов не удовлетворительная.
Пробовал притереть, стало лучше, но всеравно текут, фаска где-то толстая, где-то вообще нет. Решил что пара дней на метро до работы это лучше, чем собирать бошку в нерабочем состоянии.
Для прирезки седел купил Черкасский набор.

На первый же оборот повредил лезвия. Они просто скололись.

Стало понятно, что работать надо ОЧЕНЬ аккуратно и деликатно, больше подобных проблем не повторялось, после прирезке 4-х седел, лезвия как новые. Переставил с 15 градусной насадки, которую не использую.
Так как это мой первый опыт ремонта ГБЦ, на 4 клапана ушло 3 часа времени, много раз все проверялось, и прирезалось по чуть-чуть, чтобы не перестараться.

На втором проблемном цилиндре, седла были просто прямые. под 45 градусов, без малейшего намека на фаску. И это выпуск, который по мануалу новый должен быть прирезан (впуск без фаски, новый, по мануалу).

Фаску навел, притер (хоть этого и не требуется, вроде как седла порошковые и абразив забивается, делая только хуже). Все отлично, не потеют.
Но есть одна проблема, один из клапанов второго цилиндра сильно утоплен в седло и выпирает в гидрик на 1мм длиннее предельно допустимого значения, что приведет к его «недозакрытию» 🙁 Вероятно это и было причиной пониженной компрессии в 2-ом цилиндре.

Вот думаю что делать с сильно «утопленным» клапанном. Наверное подточу ему ножку на 1мм, не менять же из-за этого седло.
+видать пока крутил головку без стенда, что-то под нее попало и поцарапалась поверхность, не глубоко, вот думаю повод-ли это тащить ее на шлифовку.

УАЗ Patriot 2013, двигатель бензиновый 2.7 л., 128 л. с., полный привод, механическая коробка передач — своими руками
Машины в продаже
Комментарии 19

Привет, подкажи как вышел из ситуации с просевшим седлом? У меня один в один ситуация, х.з. что делать.

Купил новую бошку 😁 Старая так и лежит, но я думаю не дождется 🙂
Из за седла просевшего?
Да, подтачивать клапана я не стал, а это похоже единственно верный путь.
Точнее я даже седла как бы купил, но они сцука оказались не те что надо 🙂 так и забил. Думаю если есть возможность, то не надо связываться с заменой седел.
Можете свой номер написать, я вам завтра наберу
Сообщения у вас закрыты, так как не указан номер мобильного, вам отправить ничего нельзя 🙂
+7 925 5856157, но звонить не надо, давайте ограничимся телеграм/ватсап. Я очень редко бываю свободен для разговора, чтобы это не отвлекало от дел.

шлифовать гбц не надо лучше фрезеровать на большой подаче т.к. при шлифовке нет рельефной поверхности

Торцани клапан и все дела! Молодца отличную работу провел! Всегда считал, что лучше чем сам никто не сделает!

на металл буду ставить, штатный вариант так сказать. Рискну, соберу так, если пробьет геморой конечно, но сейчас искать где шлифовать и везти туда тоже геморойно, второй машины нет.
Вам хочется одну и туже работу делать дважды?
Я привык делать один раз и на всегда (если возможно), пусть даже если и дольше, но качественнее будет!
В данном случае дедлайн не позволяет, неделю проживет, уже не зря будет 🙂 Я так понимаю максимум прокладку пробьет, ее махнуть если что не так геморойно.
Про проседание клапанов при работе бензинового двигателя на газе.
Добро пожаловать на ChipTuner Forum.
Опции темы
Авто ВАЗ-11173 выпуска конца 2010г.
Двигатель ВАЗ-21114 Евро3 (каталитический нейтрализатор, два датчика кислорода).
Тросовый привод ДЗ.
ЭБУ Bosch M.7.9.7 ( согласно OpenDiag Mobile ver. 2.15.8 )
Прошивка B103CU03 ( согласно OpenDiag Mobile ver. 2.15.8 )
Все стандартное заводское.
Было установлено газобаллонноое оборудование 4-го поколения Digitronic Maxi2.
Двигатель работает на сжиженном газе.
Постоянно проседают седла выпускных клапанов.
Не спрашиваю про настройку ГБО, про материал седел.
alex—1967
![]()
![]()
мурзик
Не надо мне повторять всем известные мифы насчет ГБО,
в частности насчет причин проседания клапанов.
Причины называют такие, я их давно слыхал:
1. Температура горения газа выше, чем бензина.
2. Газ горит дольше, чем бензин
3. Газ сгорает полностью, не оставляя никаких несгоревших остатков,
которые являются твердой смазкой между седлом клапана и клапаном.
4. Неправильная настройка газового оборудования, приготовляется обедненная смесь,
которая гораздо дольше горит.
5. Неправильная настройка газового оборудования, приготовляется обедненная смесь,
которая «прожигает» клапана из-за повышенного содержания кислорода.
И сэкономленных денег за пробег 58 т. км. мне хватит на покупку новой ГБЦ, но вопрос мой о другом.
Термопару планирую переставить на выход катколлектора, и установить в газовой магистрали внешний независимый датчик давления.
Седло клапана и с чем его едят (1)

Перекос седла клапана
В случае нарушения соосности клапана головка клапана седла неизбежно искривляется при каждом опускании в седло. При чрезмерном искривлении или изгибе происходит усталостное разрушение стержня клапана и головка отламывается от него. Линия разлома расходится от точки возникновения усталостной трещины дугообразно в обе стороны по окружности стержня. Отломившаяся головка, попав в пространство между головкой блока цилиндров и поршнем, обычно разрушает поршень.
Ударное закрывание клапана приводит к ускоренному износу рабочей фаски клапана и седла клапана и их усталостному разрушению. Причиной ударного закрывания клапана может быть чрезмерный тепловой зазор в клапанном механизме с механическим толкателем клапана или выход из строя гидравлического толкателя. При избыточном зазоре профиль кулачка уже не может смягчить посадку клапана в седло и клапан получает возможность ударяться об него. Избыточный зазор может быть вызван также износом деталей, например, кулачка распределительного вала, подошвы толкателя клапана, концов штанги толкателя, шарнирной стойки клапанного коромысла и верхушки стержня клапана. При слабой или сломанной пружине нарушается контакт клапана с кулачком и он получает возможность бесконтрольно ударяться об седло. Гидравлические толкатели в случае бесконтрольного болтания клапанов реагируют на это, выдвигаясь вверх, тем самым уменьшая повреждения клапанов от ударов.
Ударный разлом сидла может возникнуть под головкой клапана или в канавках стержня, в которых стоят сухарики, удерживающие опорную тарелку пружины. Линия разлома расходится от точки его возникновения в обе стороны по окружности разлома. Ударное разрушение клапана может привести к тому, что головка клапана упадет в камеру сгорания. В большинстве случаев при этом происходит разрушение поршня до того.
Большой пробег двигателя
Результатом большого пробега двигателя является чрезмерный износ стержня клапана, направляющей втулки, головки клапана и седла. Выработанные клапаны обычно покрыты плотным слоем нагара. Но при этом клапаны могут нормально сидеть в седлах и не иметь трещин или обгораний.
При недостаточной смазке стержни заедают. Заедающий стержень клапана на короткое время прикипает к направляющей втулке, когда клапан закрыт. Когда клапан открывается под действием внешней силы, этот контакт разрывается. При этом от направляющей втулки отрываются частицы металла, впечатываясь в поверхность стержня клапана. Пример такого клапана, стержень которого сильно ободран. В процессе работы двигателя металлические наросты на поверхности стержня клапана царапают поверхность направляющей втулки, создавая на ней задиры. Скоро клапан заклинивается в направляющей втулке, теряет подвижность, и цилиндр становится неработоспособным. В этом случае как клапан, так и направляющая втулка, подлежат замене.
Часто возникают повреждения верхушек стержней клапанов. Такие повреждения можно увидеть, не вынимая клапаны из головки блока. Повреждения в ряде случаев возникают из-за быстрого поворота клапана при его открывании. Из-за этого на верхушке стержня клапана со временем появляются кольцеобразные следы износа. Хотя в некоторых конструкциях клапаны вообще не вращаются. У таких клапанов верхушки стержней изнашиваются в направлении движения клапанного коромысла или толкателя клапана.
Пружины клапанов
Пружины клапанов, фотоЗакрытые клапаны удерживаются в седлах пружинами. Один конец пружины, надетой на стержень, упирается в головку блока цилиндров. Другой конец сжатой пружины удерживается на стержне с помощью опорной тарелки и замка (сухариков).
Обычно в клапанных узлах используются одиночные недорогие пружины. Пружины изготавливаются, как правило, из хромисто-ванадиевой стали. Когда одной пружины для управления клапаном недостаточно, к ней добавляются другие элементы. Пружины с переменной жесткостью обладают повышенным сопротивлением сжатию, когда клапан находится в открытом положении. Это достигается тем, что на конце пружины, обращенном к головке блока цилиндров, витки навиваются с уменьшенным шагом. Витки с уменьшенным шагом также лучше гасят резонансные колебания, которым подвержена пружина с равномерным шагом витков. Снижению износа седла клапана способствует амортизатор. В некоторых конструкциях внутри пружины установлен ленточный спиральный демпфер. Он ослабляет резонансные колебания пружины и увеличивает в определенной степени ее жесткость. Обычная пружина клапана при сжатии скручивается. При посадке клапана в седло пружина вызывает небольшой, но имеющий важное значение, поворот клапана вокруг его оси. Поворот клапана позволяет обеспечить равномерность износа по периметру рабочей фаски.
В случае, когда требуется большая высота подъема клапана и одиночная пружина оказывается уже недостаточно мощной для управления клапаном, используются составные пружины. В составных пружинах спирали намотаны навстречу друг другу. Это делается для подавления резонансных колебаний пружины и предотвращения избыточного поворота клапана.
Проверка качества
Пружина закрывает клапан седла, открытый кулачком распределительного вала. Она должна тянуть клапан строго вдоль оси, чтобы обеспечить плотную его посадку в седло и предотвратить износ стержня и направляющей втулки клапана. Следовательно, необходимо чтобы пружина была прямой и обеспечивала определенную силу прижима. Для проверки соосности витков пружину клапана устанавливают на плоской поверхности и, приставив к ее боковой стороне угольник, вращают вокруг оси. Вершина пружины не должна отклоняться от кромки угольника более чем на 1/16 дюйма или 1,6 мм. Только прошедшие эту проверку пружины проверяются на силу сжатия. Кривые пружины подлежат замене. При проверке пружины на силу сжатия анти резонансный демпфер пружины должен быть удален из нее. Для измерения используется измеритель упругости пружин клапанов. Один из распространенных вариантов такого устройства, дающий прямой отсчет силы сжатия. В другом варианте такого устройства для измерения используется рычажная конструкция с динамометрическим ключом. Пружины клапанов проверяются по следующим параметрам:
Высота пружины в свободном состоянии (не сжатой) [не должна отличаться от значения, установленного в технических требованиях более чем на 1/16 (0,060) дюйма].
Соответствие техническим требованиям усилия сжатия пружины до размера, соответствующего положению закрытого клапана.
Соответствие техническим требованиям усилия сжатия пружины до размера, соответствующего положению максимально открытого клапана.
В большинстве технических требований допустимые отклонения от установленных значений составляют плюс/минус 10%.
Замок клапана
Замок (сухарики) клапана устанавливается на верхнем конце стержня клапана для того, чтобы удерживать пружину. Внутренняя поверхность разрезного замка покрыта канавками и выступами — имеется множество вариантов конструкций, в зависимости от требований, предъявляемых к надежности фиксации замка. Внешняя форма разрезного замка соответствует коническому гнезду в центре опорной тарелки пружины клапана.
В конструкции некоторых типов опорной тарелки пружины клапана предусмотрены встроенные механизмы поворота клапана.
Механизмы принудительного поворота — заставляют клапан совершать поворот. В одной из конструкций такого механизма используются стальные шарики в гнездах с наклонными стенками. При открывании клапана шарики сдвигаются вдоль наклонных стенок гнезд, заставляя клапан поворачиваться.
В другой конструкции используется витая пружина. При открывании клапана виток сплющивается, вызывая поворот опорной тарелки пружины в обойме. Тарелки пружины с механизмом поворота клапана стоят дороже простых, поэтому используются только в том случае, если желательно увеличить эксплуатационный ресурс двигателя.
Шлифовка рабочей фаски клапана
Шлифовка рабочей фаски клапана, шлифовальные станки, предназначенные для шлифовки клапанов, имеют свои определенные особенности. Смазку, настройку и эксплуатацию станка необходимо осуществлять в строгом соответствии с правилами, указанными в руководстве по эксплуатации на конкретный станок. Ниже приведены общие правила эксплуатации шлифовального оборудования.
Стандартная шлифовка клапана заключается в шлифовании рабочей фаски клапана для ее выравнивания и шлифовании стержня клапана для восстановления надлежащей его высоты. Но с помощью двух хитрых шлифовок можно немного увеличить пропускную способность клапана.
Установите шлифовальный камень под углом 30° (в случае 45-градусной рабочей фаски) и прошлифуйте переходный участок между рабочей фаской и стержнем клапана. Хотя эта операция может привести к некоторому (нежелательному) снижению степени турбулизации топливно-воздушной смеси на пониженных оборотах двигателя, в то же время она улучшит заполнение цилиндра смесью, особенно в те моменты, когда клапан не полностью открыт.
Снимите фаску или скруглите ребро пояска на лицевой стороне головки клапана — это обеспечит увеличение притока смеси в цилиндр.
Рабочая фаска клапана шлифуется на специальном шлифовальном станке. Перед выполнением этой операции необходимо прошлифовать верхушку стержня клапана и снять с нее фаску. Во многих типах шлифовальных станков торец стержня клапана используется для центровки клапана при шлифовании. Если торец стержня скошен по отношению к ею оси, рабочая фаска клапана может быть испорчена при шлифовке. После шлифовки верхушки стержня клапана шлифовальная головка выставляется в соответствии с углом рабочей фаски, указанным производителем автомобиля. Шлифовальный камень правится — с помощью специального алмазного карандаша с рабочей поверхности камня удаляются малейшие неровности. Стержень клапана зажимается в патроне станка как можно ближе к галтели (к месту плавного перехода стержня в головку) клапана — во избежание его вибрирования. Включается привод патрона, приводящий во вращение клапан. Включается привод шлифовальной головки. Напор потока смазочно-охлаждающей жидкости регулируется таким образом, чтобы он смывал сошлифованный металл, но при этом не создавал брызг. Вращающаяся шлифовальная головка плавно подводится к рабочей фаске вращающегося клапана. Клапан движется вперед-назад вдоль рабочей поверхности шлифовального камня и выполняется тонкая шлифовка поверхности рабочей фаски. Клапан не выходит за край рабочей поверхности шлифовального камня. Он шлифуется ровно настолько, чтобы восстановить качество поверхности рабочей фаски. Ширина пояска выпускного клапана после завершения шлифовки рабочей фаски должна остаться не меньшей 0,030 дюйма (0,8 мм).
Чтобы вам было легче представить себе, как выглядит поясок шириной 0,030 дюйма — это соответствует примерно 1/32 дюйма или ширине пояска монеты в десять центов.
Впускные клапаны, как правило, работают удовлетворительно при ширине пояска меньше 0,030 дюйма. Некоторые производители автомобилей допускают использование впускных клапанов с пояском шириной не менее 0,005 дюйма. Приступая к техническому обслуживанию клапанного механизма обязательно ознакомьтесь с технической документацией производителя на данный двигатель. Алитированные клапаны теряют коррозионную стойкость при перешлифовывании. Для обеспечения нормального ресурса клапанного механизма алитированные клапаны, требующие восстановления путем механической обработки, подлежат замене.
Восстановление седла клапана
Седла клапанов ремонтируются после восстановления поверхности нижней плоскости головки блока цилиндров и ремонта направляющих втулок клапанов. Ширина и местоположение седла проверяются с помощью клапана, который будет стоять в седле после того, как оно будет отремонтировано.
Седла обычно имеют посадочный угол, равный 45° или 30°. Тонкие 45-градусные седла клапанов хороши тем, что на них коксообразный нагар разрушается легче, и тем самым предотвращается нарастание отложений. Следовательно, клапан плотно садится в седло. При плотной посадке обеспечивается хорошая теплопередача от клапана к седлу и головке блока цилиндров. 30-градусные седла клапанов более, чем 45-градусные, подвержены обгоранию, поскольку сильнее страдают от отложений нагара, препятствующих плотной посадке клапана в седло. В то же время 30-градусные седла обеспечивают, при одинаковой высоте подъема клапана, больший просвет для потока смеси, чем 45-градусные. Эта разница особенно заметна, если высота подъема клапана меньше 1/4 дюйма (6 мм). 30-градусное седло клапана также менее подвержено износу, чем 45-градусное. Если в конструкции двигателя используются 30-градусные седла клапанов, то они, как правило предназначены не для горячих выпускных клапанов, а для менее нагреваемых впускных клапанов.
Износ седел клапанов
Износ седел клапанов, фотоЕсли двигатель с незакаленными седлами клапанов работает на неэтилированном бензине, то скорее всего, это вызовет ускоренный износ седел. Можно ли определить, что седла изношены, не разбирая головки блока цилиндров?
По мере износа седла клапан все глубже садится в него, и следовательно все выше выступает из направляющей втулки. Таким образом, по мере износа седла уменьшается тепловой зазор. Если в двигателе используются гидравлические толкатели клапанов, то это остается незамеченным до тех пор, пока снижение теплового зазора не приведет к тому, что гидравлический толкатель опустится до упора. Если доходит до этого, то клапан уже не в состоянии плотно садиться в седло, и в этом случае резко падают степень сжатия (компрессия) и мощность двигателя, а расход топлива резко возрастает. Если клапан закрывается не полностью, то теплопередача от него к головке блока цилиндров нарушается, клапан перегревается и обгорает или начинает плавиться. При обгорании клапанов двигатель будет работать с перебоями, а на холостом ходу будет работать неровно.
Если двигатель оснащен механическими толкателями клапанов, то сокращение теплового зазора сначала проявляется в неровной работе двигателя на холостом ходу только тогда, когда двигатель прогрет. У двигателей с механическими толкателями снижение мощности, неровная работа на холостом ходу и перебои в работе, а также повышение расхода топлива, нарастающие по мере того, как клапаны все глубже садятся в седла, становятся заметными раньше, чем у двигателей с гидравлическими толкателями.
В заключение ниже приведены симптомы повышенного износа седел клапанов:
Сокращается тепловой зазор (клапаны перестают стучать).
В результате уменьшения теплового зазора разогретый двигатель начинает работать неровно на холостом ходу.
По мере того, как клапаны все глубже садятся в седла, возникают перебои в работе двигателя, падает его мощность и растет расход топлива, а также возникает неустойчивость работы двигателя на холостом ходу.
При обгорании клапанов двигатель работает плохо, кроме того, он плохо запускается (как в остывшем, так и в разогретом состоянии), происходят обратные вспышки и падает мощность двигателя.
Если тепловой зазор — регулируемый, обгорание клапанов можно предотвратить, регулярно его подстраивая. Запомните, одновременно с износом седла происходит износ и клапана, что приводит к уменьшению теплового зазора. Многие автомеханики и не подумают отрегулировать тепловой зазор до тех пор, пока клапаны не начинают сильно стучать. Если в процессе регулировки клапанов будет замечено уменьшение теплового зазора, то это может быть свидетельством износа седла клапана.
Угол между рабочей фаской клапана и седлом
Обработка седел клапанов производится лишь в тех пределах, которые обеспечивают устранение всех выступов и раковин на поверхности седла и исправление эксцентриситета. При удалении с седла металла клапан глубже опускается в корпус головки блока цилиндров. В результате верхушка стержня клапана выше выступает из направляющей втулки клапана. Клапан, вдавленный в головку, при открывании создает меньший просвет, — таким образом, уменьшается поток газовой смеси, поступающей в цилиндр. Это, в свою очередь, приводит к снижению максимальной мощности двигателя.
В идеале рабочая фаска и седло клапана должны иметь одинаковый угол. Но это невозможно, особенно для выпускных клапанов, потому что головка выпускного клапана нагревается, а соответственно и расширяется, намного сильнее его седла. Это приводит к тому, что нагретый клапан соприкасается с седлом другим участком поверхности, чем холодный.
Клапан, вследствие своей формы, расширяется при нагреве неравномерно. Неравномерное расширение вызывает также изменение посадки нагретого клапана в седло. Поэтому при восстановлении поверхности клапана и седла рабочая фаска клапана шлифуется под углом на один градус меньше, чем седло. Это делается для компенсации изменения посадки нагретого клапана в седло. В результате, когда начинается эксплуатация отремонтированного двигателя, между клапаном и краем седла на поверхности камеры сгорания обеспечивается принудительное уплотнение по периметру контакта. В процессе эксплуатации двигателя происходит приработка клапана и в скором времени восстанавливается плотный контакт между клапаном и седлом по всей рабочей фаске. Угол натяга позволяет решить еще одну проблему. Клапан и его седло обрабатываются на разных станках. Перед обработкой на каждом из них устанавливается угол обработки детали, и добиться идеального совпадения установленных углов на обоих станках практически невозможно. Угол натяга гарантирует, что при небольших расхождениях углов шлифования будет обеспечен плотный контакт восстановленного клапана с краем седла на поверхности камеры сгорания.
Ширина седла клапана
После механической обработки ширина седла клапана увеличивается. Восстановленное седло нужно сузить так, чтобы оно по ширине и расположению совпадало с рабочей фаской клапана. Стандартная ширина седел автомобильных клапанов находится в пределах от 1/16 до 3/32 дюйма (от 1,5 до 2,5 мм). Рабочая фаска восстановленного клапана должна выступать за пределы седла не менее чем на 1/32 дюйма (0,8 мм). Этот запас называется вылетом. Некоторые производители рекомендуют, чтобы контакт седла с клапаном приходился на середину рабочей фаски клапана. В любом случае ширина седла клапана и положение зоны контакта седла с рабочей фаской клапана должны соответствовать техническим требованиям производителя.
На протяжении многих лет восстановление седел клапанов осуществлялось, в большинстве случаев, путем их шлифования с помощью шлифовального камня. Постепенно все большее распространение получает восстановление седел путем их обработки с помощью специальных фрез, обеспечивающих требуемое качество поверхности при высокой скорости обработки.
Пилоты для обработки
В механическом оборудовании, используемом для восстановления седел клапанов, для выравнивания держателя шлифовального камня или фрезерной головки но оси седла используются специальные направляющие стержни (пилоты), вставляемые в направляющую втулку клапана. Используются пилоты двух типов: конические и раздвижные. Конические пилоты самоустанавливаются в наименее изношенной части направляющей втулки. Они выпускаются стандартного и увеличенного размера— с шагом 0,001 дюйма, обычно до предела в 0,004 дюйма. При обработке восстанавливаемого седла используется пилот максимального диаметра, который помещается в направляющей втулке. В случае изношенных отверстий пилот этого типа обеспечивает максимально близкий, насколько это возможно, возврат восстановленного седла к его исходному положению.
В механическом оборудовании, применяемом для восстановления седел клапанов, используются два варианта раздвижных направляющих пилотов. Один вариант раздвигается по центру направляющей втулки, фиксируясь в ней аналогично коническому направляющему стержню. Другой вариант расширяется по краям направляющей втулки, где она наиболее изношена. Сам клапан будет центрироваться в направляющей втулке таким же образом, как этот пилот.
Если направляющая втулка клапана не ремонтировалась, то клапан будет совпадать с восстановленным седлом в том случае, если при обработке седла используется раздвижной пилот.
Шлифовальные камни для обработки седел
Шлифовальные камни для обработки седел, фотоИспользуются три основных типа шлифовальных камней. Все они применяются для сухой обработки седел. Для быстрого удаления толстых слоев металла используется обдирочный камень. Необходимость в нем возникает при ремонте сильно изношенных седел или при установке новых вставных седел клапанов. Обдирочный камень иногда называют профилирующим камнем. После обработки седла профилирующим камнем доводка поверхности седла до необходимо класса чистоты производится с помощью камня для окончательной обработки. Он же используется также для шлифовки незначительно изношенных чугунных седел. Для обработки тугоплавких вставных седел выпускных клапанов, изготовленных из стеллита, используются камни для обработки твердосплавных седел.
Стеллит представляет собой твердый сплав, не обладающий магнитными свойствами, который используется в качестве материала седел клапанов в двигателях большой мощности.
Шлифовальный камень должен иметь надлежащий диаметр и угол рабочей поверхности. Диаметр шлифовального камня должен превышать диаметр головки клапана, но при этом он не должен при обработке седла доставать до края камеры сгорания. Угол рабочей поверхности камня должен соответствовать углу седла.
Правка шлифовального камня
Выбранный для работы шлифовальный камень закрепляется на оправке. На шпиндель станка для правки шлифовального камня наносится капля масла и оправка с установленным на ней шлифовальным камнем устанавливается на шпинделе. Алмазный карандаш регулируется так, чтобы он выступал из держателя не более чем на 3/8 дюйма. Станок для правки шлифовального камня юстируется под заданный посадочный угол седла. Сверху к оправке шлифовального камня присоединяется привод, с помощью которого оправка с установленным на нем шлифовальным камнем приводится во вращение. Алмазный карандаш выставляется так, чтобы алмаз едва касался поверхности шлифовального камня. Карандаш медленно перемещается вдоль рабочей поверхности вращающегося камня, снимая тончайший слой материала. При такой правке получается чистая, ровная поверхность. Правку камня необходимо выполнять при каждой установке его на оправку, перед началом обработки каждого седла и в процессе работы, по мере износа камня, когда ухудшается чистота шлифованной поверхности.
Существует хорошее правило — вычищать седло клапана перед шлифовкой. Это позволяет предохранить поверхность шлифовального камня от загрязнения. После очистки в направляющую втулку клапана устанавливается пилот. На конец пилота наносится капля масла для смазки оправки шлифовального камня. Оправка с закрепленным на ней камнем, прошедшим правку, надевается на направляющий стержень. Привод оправки должен быть закреплен так, чтобы не оказывать своим весом давления на инструмент. Это необходимо для того, чтобы частицы абразива и сошлифовываемого металла выдувались из промежутка между шлифовальным камнем и седлом — в таком случае шлифование идет быстро и гладко. Шлифование выполняется короткими циклами — примерно по десять оборотов камня. После каждого цикла шлифования оправка с камнем поднимается над седлом и проверяется качество поверхности седла. Поверхность отшлифованного седла должна быть блестящей и гладкой по всей площади, и на ней не должно оставаться раковин или неровностей.
При высокочастотной закалке седла выпускного клапана часто происходит закалка части седла впускного клапана. Для того чтобы добиться концентрической формы седла иногда приходится чуть прижимать шлифовальный камень к седлу, чтобы прошлифовать его закаленный участок. Прежде чем завершить работу, прошлифованное седло проверяют с помощью микрометрического нутромера с циферблатной шкалой на соосность — отклонение от соосности не должно превышать 0,002 дюйма (0,05 мм). Проверка соосности седла с помощью микрометрического нутромера очень важна. Максимально допустимая не соосность составляет 0,002 дюйма. Микрометрический нутромер с циферблатной шкалой измеряет величину не соосности седла клапана и направляющей втулки.