ГОСТ 10549-80 Выход резьбы. Сбеги, недорезы, проточки и фаски
МЕЖГОСУДАРСТВЕН НЫЙ СТАНДАРТ
МЕЖГОСУДАРСТВЕН НЫЙ СТАНДАРТ
(Измененная редакция, Изм. № 1 ).
Допускается применять угол 60 °
Размеры в миллиметрах
при угле заборной части инструмента
при сопряжении с внутренней резьбой с проточкой типа 2
для всех других случаев
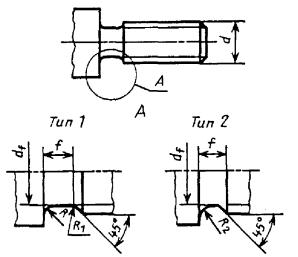
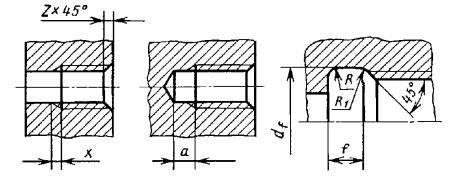
Форма и размеры проточек для внутренней метрической резьбы должны соответствовать указанным на черт. 8 и в табл. 2. Размеры фасок внутренней метрической резьбы указаны на черт. 7 и в табл. 2.
Допускается применять уг ол 60 °
при сопряжении с внутренней резьбой с проточкой типа 2
для всех других случаев
* Ширина проточек дана для диаметров 6 мм и более.
Для наруж н ой резьбы
Для внутренней резьбы
Размеры в миллиметрах
Обозначение размера резьбы
Число шагов на длине 25,4 мм
Размеры в миллиметрах
Обозначение размера резьбы
Число шагов на длине 25,4 мм
Размеры в миллиметрах
Обозначение размера резьбы
Число шагов на длине 25,4 мм
Размеры в миллиметрах
Обозначение размера резьбы
Число шагов на длине 25,4 мм
(Измененная редакция, Изм. № 1 ).
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1 . РАЗРАБОТАН И ВНЕСЕН Государственным комитетом СССР по стандартам
4 . ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка
Сбег резьбы что это
Сбеги, недорезы, проточки и фаски
Screrw thread runout. Washout threads, total thread runouts, undercuts and chamfers
Дата введения 1982-01-01
1. РАЗРАБОТАН И ВНЕСЕН Государственным комитетом СССР по стандартам
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 09.07.80 N 3501
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка
5. Ограничение срока действия снято по Протоколу N 3-93 Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС 5-6-93)
6. ИЗДАНИЕ с Изменением N 1, утвержденным в декабре 1986 г. (ИУС 3-87)
(Измененная редакция, Изм. N 1).
2. Размеры сбегов и недорезов для наружной метрической резьбы должны соответствовать указанным на черт.1 и 4 (при выполнении резьбы нарезанием), на черт.2, 3 и 5 (при выполнении резьбы накатыванием) и в табл.1.

Допускается применять угол 60°





Размеры в миллиметрах
при угле
заборной части инструмента
при сопряжении с внутренней резьбой с проточкой типа 2
Сбег резьбы что это
ВЫХОД РЕЗЬБЫ, СБЕГИ, НЕДОРЕЗЫ И ПРОТОЧКИ
Fasteners. Screw thread run-out. Washout threads,
total thread run-outs and undercuts. Dimensions
Дата введения 1988-01-01
1. РАЗРАБОТАН И ВНЕСЕН Государственным комитетом СССР по стандартам
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 11.12.86 N 3780
3. Стандарт полностью соответствует СТ СЭВ 214-86
Стандарт полностью соответствует международным стандартам ИСО 3508-76 и ИСО 4755-83
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка
Номер пункта, подпункта, перечисления, приложения
Настоящий стандарт распространяется на крепежные изделия с метрической резьбой по ГОСТ 8724 и устанавливает размеры сбегов резьбы, выполненной нарезанием или накатыванием, размеры недорезов при выполнении резьбы до упора, форму и размеры проточек для выхода резьбообразующего инструмента.
Стандарт допускается распространять на изделия с метрической резьбой, не относящиеся к крепежным.
Допускается для изделий, спроектированных до 1 января 1988 г., применять сбеги, недорезы и проточки по ГОСТ 10549.
1. Размеры сбегов и недорезов для наружной метрической резьбы должны соответствовать указанным на черт.1 и 4 (при выполнении резьбы нарезанием), на черт.2, 3 и 5 (при выполнении резьбы накатыванием) и в табл.1.





Номинальный
диаметр резьбы с крупным шагом
нормаль-
ный 
корот-
кий 
Полное меню
Основные ссылки

Вернуться в «Каталог СНиП»
ГОСТ 10549-80* Выход резьбы. Сбеги, недорезы, проточки и фаски.
МЕЖГОСУДАРСТВЕН НЫЙ СТАНДАРТ
(Измененная редакция, Изм. № 1 ).
Допускается применять угол 60 °
Размеры в миллиметрах
при угле заборной части инструмента
при сопряжении с внутренней резьбой с проточкой типа 2
для всех других случаев
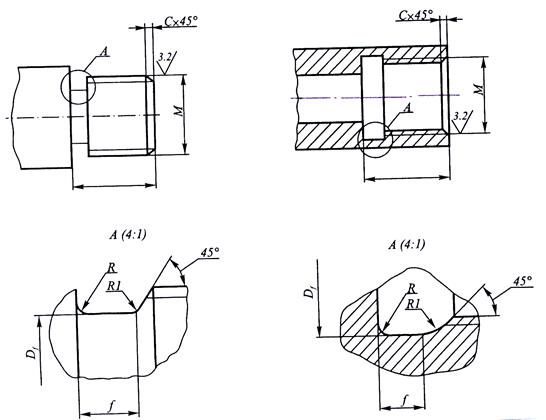
Форма и размеры проточек для внутренней метрической резьбы должны соответствовать указанным на черт. 8 и в табл. 2. Размеры фасок внутренней метрической резьбы указаны на черт. 7 и в табл. 2.
Допускается применять у г ол 60 °
при сопряжении с внутренней резьбой с проточкой типа 2
для всех других случаев
* Ширина проточек дана для диаметров 6 мм и более.
Для наруж н ой резьбы
Для внутренней резьбы
Размеры в миллиметрах
Число шагов на длине 25,4 мм
Размеры в миллиметрах
Число шагов на длине 25,4 мм
Размеры в миллиметрах
Число шагов на длине 25,4 мм
Размеры в миллиметрах
Число шагов на длине 25,4 мм
(Измененная редакция, Изм. № 1 ).
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1 . РАЗРАБОТАН И ВНЕСЕН Государственным комитетом СССР по стандартам
4 . ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка
Сбег резьбы. Фаски. Проточки
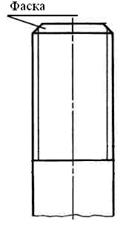
Сбег резьбы – это длина участка неполного профиля в зоне перехода от резьбы к гладкой части детали. Обычно его не изображают (рисунок 15.7)
 |  |
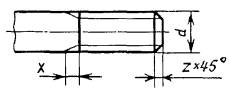
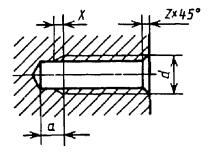
Фаска – Скошенная часть поверхности детали у торца или в местах перехода, облегчающая её сборку с другими деталями (скошенная кромка стержня или отверстия).
На стержне меньший диаметр фаски меньше внутреннего диаметра резьбы.
В отверстии больший диаметр фаски больше наружного диаметра резьбы.
Линия резьбы должна пересекать линию фаски.
Фаски на стержне и в отверстии с резьбой на плоскости, перпендикулярной к оси стержня или отверстия, не изображают (рисунок 15.8 а и б).
 |  |  |  |
 а) а) |  б) б) |
Наружные и внутренние проточки выполняются для выхода резьбонарезающего инструмента, чтобы резьба получалась полного профиля – без сбегов.
Размеры проточек наносят на выносных элементах в соответствии с ГОСТ 10549-80 в зависимости от шага резьбы
Вопросы для самоконтроля.
1. В чем состоит различие между понятиями «ход резьбы» и «шаг резьбы»?
2. Как отличить левую от правой ( на изображении и в натуре)?
3. Поясните эскизом правило: «Резьба стержня закрывает резьбу отверстия»?
4. В каких случаях указывают ход метрической резьбы?
5. Нарисуйте профиль резьбы, обозначаемой символом S?
6. В чем особенность трубной резьбы?
СТАНДАРТНЫЕ РЕЗЬБОВЫЕ КРЕПЕЖНЫЕ ДЕТАЛИ И ИХ УСЛОВНЫЕ ОБОЗНАЧЕНИЯ
Для соединения деталей применяются стандартные крепежные резьбовые детали: болты, винты, шпильки, гайки.
Резьбовые крепежные детали изготовляются по соответствующим стандартам и имеют, как правило, метрическую резьбу с крупным шагом, реже с мелким.
Каждая крепежная деталь имеет условное обозначение, в котором отражаются: класс точности, форма, основные размеры, материалы и покрытие.
Болты
Болт состоит из двух частей: головки и стержня с резьбой.
Условное обозначение болта:Болт 2 М 16 × 1,5. 6g × 75. 68. 09 ГОСТ 7798-70-2 – исполнение; М 16 – тип и размер резьбы; 1,5 – величина мелкого шага резьбы; 6g – поле допуска; 75 – длина болта ι ; 68 – условная запись класса прочности, указывающего, что болт выполнен из стали с определенными механическими свойствами; 09 – цинковое покрытие; ГОСТ 7798-70 – стандарт, указывающий, что болт имеет шестигранную головку и выполнен с нормальной точностью.

Гайки
Гайки навинчиваются на резьбовый конец болта, при этом соединяемые детали зажимаются между гайкой и головкой болта.
Обычные гайки выпускаются в трех исполнениях и трех классов точности (А, В, С), нормальной высоты, низкие, высокие, очень высокие (рисунок 16.5), с нормальным или уменьшенным размером «под ключ».


Рисунок 16.3 Рисунок 16.4

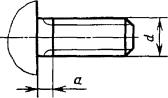
Винты
Винтом называется резьбовый стержень, на одном конце которого имеется головка (рисунок 16.6). Головки бывают разных форм: цилиндрические, полукруглые, с потайной головкой и др.
Винты бывают двух видов – крепежные и установочные. Установочные винты применяются для регулировки зазоров и фиксации деталей при сборке.
А – класс точности, М8 – диаметр резьбы, 6 g – поле допуска, 50 – длина, 48 – класс прочности.

Шпильки
Шпилька применяется в тех случаях, когда у деталей нет места для размещения головки болта, или если одна из деталей имеет значительно большую толщину, тогда применять слишком длинный болт неэкономично (рисунок 16.7).
Шпилька представляет собой цилиндрический стержень, имеющий с обоих концов резьбу. Одним нарезанным концом шпилька ввинчивается в резьбовое отверстие, выполненное в одной из деталей. На второй конец с резьбой навинчивается гайка, соединяя детали.

ℓ-длина шпильки, ℓ0-длина гаечного конца, ℓ1-длина завинчиваемого (посадочного) конца, с учетом сбега резьбы. Глубина завинчивания выбирается: ℓ1=d – в деталях из стали, бронзы, латуни, титана; ℓ1=1,25 и 1,6 – в деталях из ковкого и серого чугуна; ℓ1=2d и 2,5d – в деталях из легких сплавов.
Шайбы
Шайбой называют деталь, устанавливаемую под гайку или головку винта (болта). Она предназначена для передачи и распределения усилий на соединяемые детали и для предохранения от самоотвинчивания гайки.
Шайбы изготавливают круглые (рисунок 16.8), квадратные (рисунок 16.9), пружинные (рисунок 16.10), зубчатые (рисунок 16.11) и т.п.
Шайба 10Т65Г ГОСТ 6402-70, где Т- шайба тяжелого типа, 65Г – марка стали, ГОСТ 6402-70 – шайба пружинная.

Рисунок 16.8 Рисунок 16.9

Рисунок 16.10 Рисунок 16.11
Шплинты
Шплинтом называют пруток или кусок проволоки, которые пропускают сквозь радиальное отверстие деталей для их взаимного фиксирования (рисунок 16.12).
Шплинт 5  45.3.036 ГОСТ 397-79, где
45.3.036 ГОСТ 397-79, где

Вопросы для самоконтроля.
2. Чему равняется длина ввинчиваемого конца шпильки, предназначенного для соединения двух стальных деталей, алюминиевых деталей?